22 Δεκεμβρίου 2023
Συνήθως, όταν μιλούν για τεχνολογίες πρόσθετων, μιλούν πάντα για τα πλεονεκτήματα και τα πλεονεκτήματά τους σε σύγκριση με τις συμβατικές. Αυτή η ιστορία θα είναι λίγο διαφορετική.

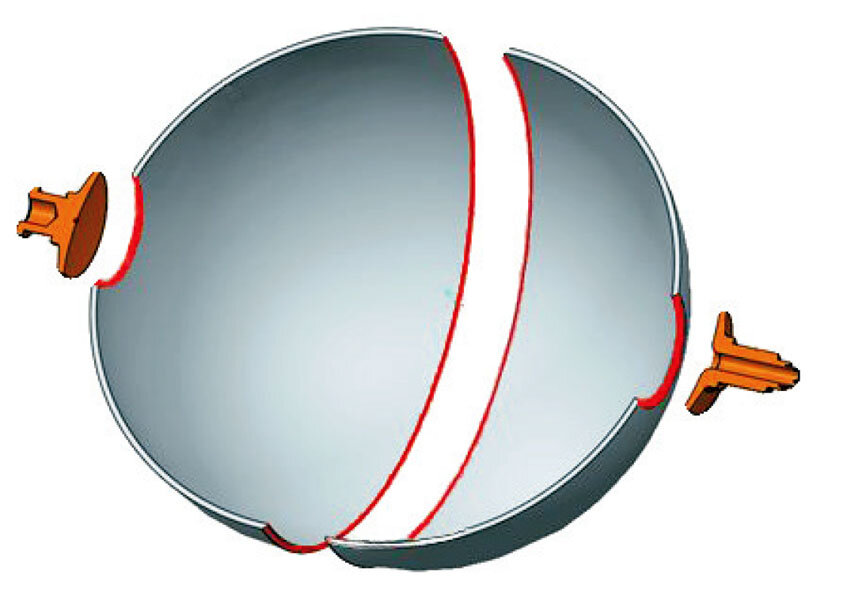
Εμφάνιση του μπαλονιού
Τα μπαλόνια χρησιμοποιούνται ευρέως στην αεροδιαστημική μηχανική. Ο σκοπός τους είναι διαφορετικός και, κατά συνέπεια, οι απαιτήσεις για αυτούς είναι διαφορετικές. Αυτό το άρθρο θα συζητήσει τα μπαλόνια για την αποθήκευση ηλίου συμπιεσμένου σε 400 ατμόσφαιρες μέσα σε μια δεξαμενή με υγρό οξυγόνο. Ήλιο από ένα μπαλόνι περιστρέφει τη μονάδα καυσίμου στροβιλοαντλίας του κινητήρα του οχήματος εκτόξευσης.
Σημείωση: αυτή η χρήση μπαλονιών είναι χαρακτηριστική για τα οχήματα εκτόξευσης Angara και Proton-M και το ανώτερο στάδιο Breeze. Τα μπαλόνια χρησιμοποιούνται επίσης στο διαστημόπλοιο Soyuz και Progress, αλλά ο σκοπός τους είναι διαφορετικός και οι συνθήκες λειτουργίας είναι λιγότερο αυστηρές.
Η υψηλή πίεση και η χαμηλή θερμοκρασία, οι αυστηρές απαιτήσεις βάρους καθορίζουν το υλικό του μπαλονιού - κράμα τιτανίου VT6.
Στη χώρα μας, σχεδόν όλα τα μπαλόνια για διαστημόπλοια, ανεξάρτητα από τον σκοπό τους, κατασκευάζονται από αυτό το κράμα.
Παραδοσιακά, τα μπαλόνια κατασκευάζονται από δύο λεπτά (πάχους περίπου 5 mm) ημισφαίρια με συγκόλληση. Τα ακατέργαστα τεμάχια τιτανίου παράγονται με σφυρηλάτηση με μήτρα. Το τιτάνιο παραμορφώνεται πολύ δύσκολα, είναι επιρρεπές σε ρωγμές και αυλακώσεις και η σφράγισή του έχει πολλά δυσάρεστα χαρακτηριστικά. Επομένως, το τεμάχιο εργασίας έχει παχύ τοίχωμα - 25 mm, το οποίο στη συνέχεια επεξεργάζεται σε μέγεθος. Και περίπου το 80% του μετάλλου πηγαίνει σε μάρκες με την κυριολεκτική έννοια της λέξης. Και αυτά δεν είναι μόνο τα κόστη των υλικών - είναι ώρες μηχανών. Η διάρκεια της μηχανικής επεξεργασίας ενός τεμαχίου εργασίας υπολογίστηκε, σύμφωνα με τον Rubtsov, σε εβδομάδες, ο κύκλος παραγωγής ενός μπαλονιού ήταν 2 μήνες.
Έτσι κατασκευάζονταν τα μπαλόνια στην ΕΣΣΔ και στις ΗΠΑ. Στην ΕΣΣΔ, η παραγωγή μπαλονιών συγκεντρώθηκε στο Dneropetrovsk της Ουκρανικής ΣΣΔ. Μετά την κατάρρευση της ένωσης, οι προμήθειες από την Ουκρανία συνεχίστηκαν μέχρι το 2014. Στη συνέχεια ξεκίνησαν οι εργασίες για την «υποκατάσταση των εισαγωγών», ή, πιο σωστά, για την αναβίωση των σοβιετικών τεχνολογιών στη Ρωσία.
Η τεκμηρίωση ήταν εκεί, η τεχνολογία ήταν γνωστή, όπως και η τεχνολογία, και η RCC Progress JSC, χωρίς μεγάλη δυσκολία και χωρίς πολλές φανφάρες, ξεκίνησε την παραγωγή μπαλονιών χρησιμοποιώντας την παραδοσιακή σοβιετική τεχνολογία - από κενά με παχύ τοίχωμα, που ελήφθησαν με ογκομετρική σφράγιση. Με όλες τις απολαύσεις της τεχνολογίας - μεγάλος όγκος εργασιών μηχανών
Εκείνη την εποχή, ήταν ήδη γνωστό ότι στις ΗΠΑ, κενά για μπαλόνια «εκτυπώθηκαν» σε τρισδιάστατους εκτυπωτές χρησιμοποιώντας την τεχνολογία EBAM . Ίσως αυτές οι πληροφορίες λειτούργησαν ως το έναυσμα για τη ραγδαία ανάπτυξη της τεχνολογίας Electron Beam Wire Fusing (EBF, ELAT, ELAP) στη χώρα μας.

Τυπωμένο κενό για μπαλόνι σε τρισδιάστατο εκτυπωτή από το Sciaky, ΗΠΑ.
Η TETA κυκλοφόρησε τον πρώτο σειριακό εκτυπωτή το 2017, αλλά η περιοχή κατασκευής του δεν ήταν αρκετή για την παραγωγή μπαλονιών και η ισχύς του πιστολιού ηλεκτρονίων (6 kW) δεν επέτρεπε την ανάπτυξη των τεμαχίων εργασίας με την απαιτούμενη ταχύτητα. Η ανάπτυξη μιας σειράς εκτυπωτών πήρε χρόνο...
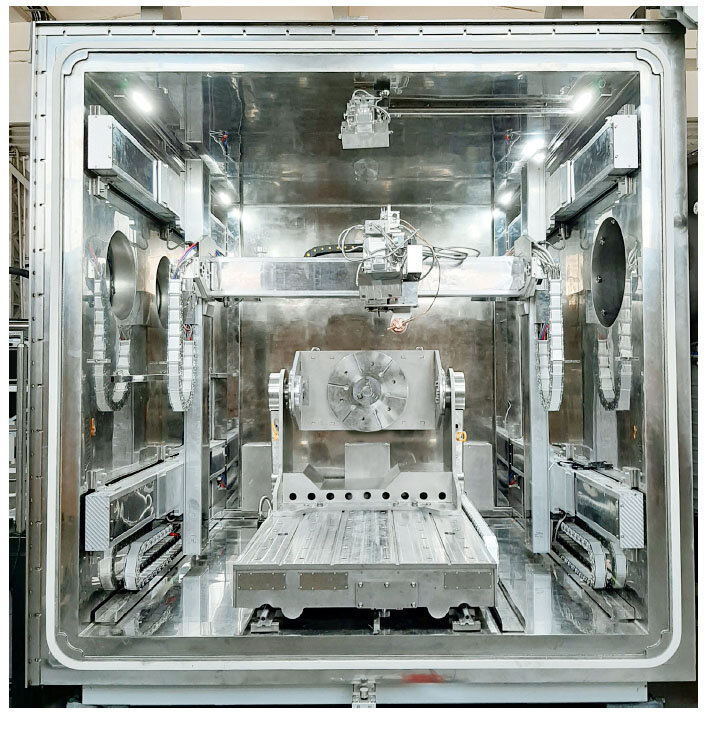
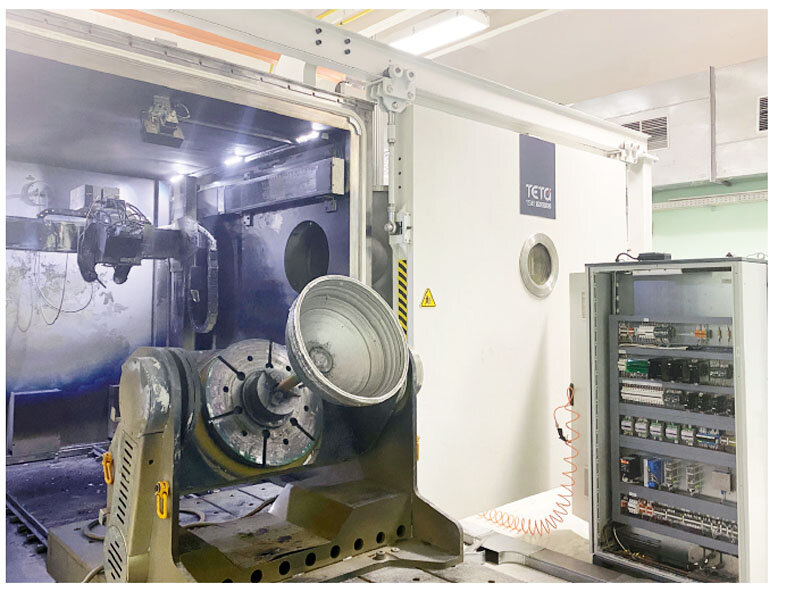
3D εκτυπωτής TETA 30E1500, κατασκευασμένος για OA RCC "Progress"
Και η RCC "Progress" αγόρασε τον τρισδιάστατο εκτυπωτή TETA 30E1500 με την πρώτη ευκαιρία. Με επιφάνεια κατασκευής έως 1,5x1,2x1,4 m και θάλαμο κενού διαστάσεων 2,5x2,5x2,5 m και πιστόλι ηλεκτρονίων ισχύος 30 kW, διαθέτει πύλη πέντε αξόνων (το πιστόλι κινείται κατά μήκος των συντεταγμένων X, Y και Z, μια περιστρεφόμενη πλατφόρμα κατασκευής κατά μήκος δύο αξόνων) και δύο ανεξάρτητοι τροφοδότες καλωδίων για την επιφάνειά τους.
Τώρα αυτή η εγκατάσταση δεν περιλαμβάνεται στη σειρά των σειριακών εκτυπωτών στον ιστότοπο της TETA, μάλλον ήταν ειδική παραγγελία ειδικά για το Progress RCC.
Τα πειράματα πραγματοποιήθηκαν από κοινού με την NPK TETA και κατέληξαν με επιτυχία το 2021. Οι ειδικοί της PNK TETA έχουν αναπτύξει τρόπους επιφανείας που εξασφαλίζουν την απαιτούμενη ποιότητα κατασκευής. Λόγω της παρουσίας μιας πλατφόρμας που περιστρέφεται κατά μήκος δύο αξόνων, κατά τη διαδικασία ανάπτυξης του ημισφαιρίου, η δεξαμενή τήγματος παρέμενε πάντα σταθερή, σε ένα μέρος.
Κατά τη διάρκεια των εργασιών αναπτύχθηκε η τεχνολογία κατασκευής μπαλονιού χωρητικότητας 58 λίτρων.

Ένα κενό για ένα μπαλόνι που αναπτύσσεται σε έναν τρισδιάστατο εκτυπωτή
Την ίδια περίπου εποχή, παρόμοια πειράματα πραγματοποιήθηκαν στο εργοστάσιο Sespel (Cheboksary), μόνο εκεί το μέγεθος του μπαλονιού ήταν 5 λίτρα, όπως δήλωσε ο επικεφαλής του εργαστηρίου ποιοτικού ελέγχου υλικών και δομών, Valery Rubtsov
: Η τεχνολογία μας μας επιτρέπει να παράγουμε ένα τεμάχιο εργασίας, για παράδειγμα, για ένα μπαλόνι με όγκο 5 λίτρων για 4 ώρες. Αποδεικνύεται ότι μπορούμε να παράγουμε 2 κενά ημισφαιρίου για ένα μπαλόνι 5 λίτρων μέσα σε 2 βάρδιες εργασίας. Στη συνέχεια γίνεται η συγκόλληση. Στην πραγματικότητα, το τεμάχιο εργασίας είναι έτοιμο. Δηλαδή, ένα μπαλόνι μπορεί να κατασκευαστεί πλήρως μέσα σε λίγες μέρες, αντί για αρκετούς μήνες».
Βλέπω πονηριά εδώ - ο χρόνος παραγωγής των 2 μηνών ισχύει για μπαλόνια 130 λίτρων και έγιναν πειράματα σε τρισδιάστατη εκτύπωση κενών για 5 λίτρα.
Πειραματική εκτύπωση κενού μπαλονιού στο εργοστάσιο Sespel
Ας συνοψίσουμε λίγο - με την παραδοσιακή τεχνολογία πρέπει να αφαιρέσουμε 20 mm μετάλλου από το τεμάχιο εργασίας - 80%, όταν χρησιμοποιούμε τυπωμένα κενά μπαλόνια - μόνο 2,5...3 mm, μέγιστο 5.
Μπορούμε λοιπόν να γιορτάσουμε τη νίκη της τεχνολογίας προσθέτων πάνω από τα παραδοσιακά; Μην βιάζεστε, η πιο σημαντική ίντριγκα είναι μπροστά.
Εκτός από τις παραπάνω επιχειρήσεις, σχεδιάστηκε να παραχθούν μπαλόνια στο Krasmash OJSC και στο Voronezh Mechanical Plant (VMZ). Σε αντίθεση με το Progress RCC, κανείς δεν τους παρέδωσε τα σοβιετικά σχέδια και τις εξελίξεις, και έπρεπε να αρχίσουν να αναπτύσσουν σχέδια και τεχνολογίες από την αρχή. Και η γνώση σχετικά με τον τρόπο επεξεργασίας του κράματος VT6 με πίεση έχει αυξηθεί από την ανάπτυξη της «σοβιετικής» τεχνολογίας.
Η κατάσταση απλοποιήθηκε κάπως από το γεγονός ότι η OJSC Krasmash έπρεπε να παράγει μπαλόνια για το Soyuz και το Progress, όπου οι συνθήκες λειτουργίας είναι λιγότερο αυστηρές και επομένως υπάρχουν περισσότερες ευκαιρίες για πειράματα. Και η JSC Krasmash ξεκίνησε πειράματα με τη σφράγιση φύλλων - σχεδιάζοντας ένα κενό ημισφαίριο από το φύλλο VT6. Με όλες τις απολαύσεις της σφράγισης δύσκολα παραμορφώσιμων κραμάτων τιτανίου - η ανάγκη για πολύπλοκη θερμική επεξεργασία, σχεδίαση σε πολλές μεταβάσεις κ.λπ.
Οι προσπάθειες στέφθηκαν με επιτυχία - μπαλόνια φτιαγμένα από κενά που προέρχονται από φύλλα παράγονται από τα τέλη του 2017.


Μπαλόνια που κατασκευάζονται από την JSC Krasmash
Αλλά τα θαύματα δεν συμβαίνουν - το σχέδιο από ένα φύλλο οδηγεί σε αραίωση του πάχους στην κορυφή του ημισφαιρίου (στο "κάτω μέρος" του σχεδίου). Για το Krasnoyarsk, η αραίωση ανήλθε στο 20% του αρχικού πάχους του τεμαχίου εργασίας και περίπου το 50% του μετάλλου πηγαίνει στο "ξύρισμα" - καλύτερα από ό,τι με την ογκομετρική σφράγιση, αλλά χειρότερη από ό, τι με την τρισδιάστατη εκτύπωση του τεμαχίου εργασίας.
Σχέδιο που εξηγεί τον μηχανισμό της λέπτυνσης του πυθμένα κατά τη σφράγιση του φύλλου
Μια παρόμοια κατάσταση προέκυψε στο Voronezh Mechanical Plant (VMZ), το οποίο υποτίθεται ότι θα παρήγαγε μπαλόνια για τα Angara και Proton-M . Έλλειψη τεκμηρίωσης, δυσκολίες με την ανάπτυξη τεχνολογίας κ.λπ. Το τιτάνιο είναι ένα μέταλλο που δύσκολα υφίσταται πλαστική παραμόρφωση.
Όταν έγινε σαφές ότι οι ίδιοι οι ειδικοί του εργοστασίου δεν ήταν σε θέση να αναπτύξουν την τεχνολογία, στράφηκαν στο Chemical Automatics Design Bureau JSC (Voronezh).
Ως αποτέλεσμα, η JSC KBH έχει αναπτύξει μια «καινοτόμο μέθοδο για το σχηματισμό ημισφαιρίων», η οποία περιλαμβάνει:
- τη χρήση κωνικού σφιγκτήρα
- το σχέδιο γίνεται με ψυχρή διάτρηση (σε θερμοκρασία καταστήματος, χωρίς ειδική ψύξη) σε θερμή μήτρα (θέρμανση έως 220 βαθμούς Κελσίου) (η έννοια της ψυχρής διάτρησης και μιας ζεστής μήτρας - ανομοιόμορφη ψύξη του τεμαχίου εργασίας, η οποία μειώνει την αραίωση στην κάτω περιοχή)
- χρήση λιπαντικού υψηλής θερμοκρασίας
- τράβηγμα σε τέσσερις μεταβάσεις με μαλακή ανόπτηση μεταξύ των μεταβάσεων.
Επεξηγήσεις της τεχνολογίας - στις εικόνες:
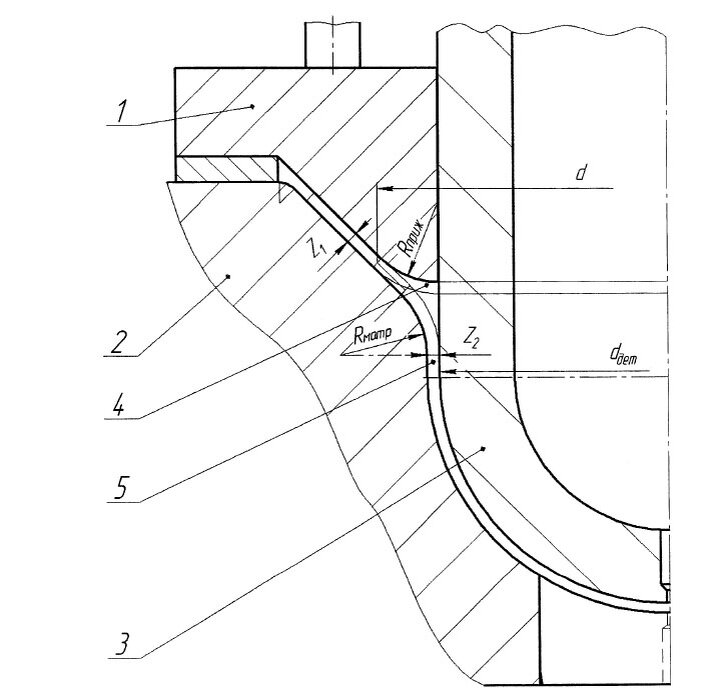
Ένα σχέδιο που εξηγεί τη σφράγιση των ημισφαιρίων από ένα κωνικό κύπελλο
Σε γενικές γραμμές, η "καινοτόμος μέθοδος διαμόρφωσης" μοιάζει με αυτό:
Προκαταρκτικές εργασίες:
- αποκοπή ενός τεμαχίου από ένα φύλλο τιτανίου
Σχηματισμός του τεμαχίου εργασίας:
- ένα φύλλο τιτανίου Slava VT6 θερμαίνεται στους 850 βαθμούς Κελσίου. Ο χρόνος μετακίνησης του τεμαχίου εργασίας από τον κλίβανο στον εξοπλισμό συμπίεσης δεν πρέπει να υπερβαίνει τα 5 (πέντε!) δευτερόλεπτα.
- στον εξοπλισμό συμπίεσης, ένα επίπεδο τεμάχιο εργασίας τραβιέται σε ένα κωνικό κύπελλο
- μετά το σχέδιο, το κωνικό κύπελλο υποβάλλεται σε μαλακτική ανόπτηση
- το κωνικό κύπελλο τραβιέται με ψυχρή διάτρηση σε βάθος περίπου 80%
- ανόπτηση μαλακώματος
- σύρσιμο σε βάθος περίπου 90%
- ανόπτηση μαλακώματος
- έλξη σε όλο το βάθος
Τελική επεξεργασία
- αποκοπή της "άκρης"
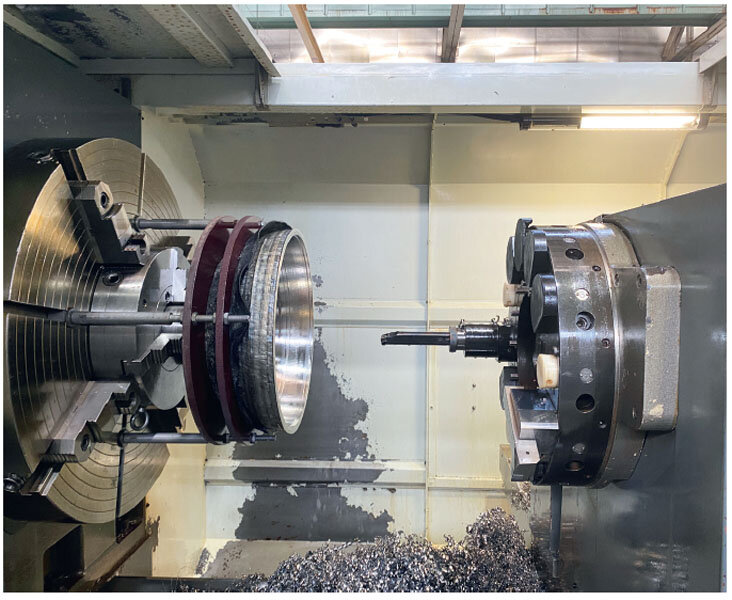
- μετατροπή σε μέγεθος σε μηχανές CNC 16K40F3 και LD55
Ως αποτέλεσμα, το περιθώριο αφαίρεσης μετάλλου μειώνεται στα 1,2..2,1 mm ανά πλευρά, που είναι συγκρίσιμο με ένα τεμάχιο εργασίας που αναπτύσσεται σε εκτυπωτή 3D (εκεί - 1,2…1,5 mm ανά πλευρά).
Το κόστος των ακατέργαστων, λαμβάνοντας υπόψη την ανάγκη χρήσης ακριβών κλιβάνων, 4 κύκλων θέρμανσης, διάτρησης, μήτρες εξοπλισμού σφυρηλάτησης και συμπίεσης, είναι αρκετά υψηλό. Αλλά η ανάπτυξη κενών σε έναν τρισδιάστατο εκτυπωτή δεν είναι φθηνή απόλαυση.
Ωστόσο, πρέπει να σημειωθεί ότι οι τρισδιάστατοι εκτυπωτές μπορούν να χρησιμοποιηθούν όχι μόνο για την καλλιέργεια τεμαχίων εργασίας, αλλά και για τη συγκόλληση δύο ημισφαιρίων σε ένα ενιαίο μπαλόνι. Επιπλέον, ο εκτυπωτής μπορεί να εκτυπώσει κενά με καπό στο κάτω μέρος και εξαρτήματα από πάνω, στην περίπτωση των σταμπωτών, τα εξαρτήματα και τα καπό είναι κατασκευασμένα ξεχωριστά και συγκολλημένα.
Στη συνέχεια συγκολλούνται δύο ημισφαίρια χρησιμοποιώντας μηχανές συγκόλλησης με δέσμη ηλεκτρονίων, συγκολλούνται εξαρτήματα σε αυτά και πραγματοποιούνται κρυογονικές δοκιμές.
Παρεμπιπτόντως, το γραφείο σχεδιασμού Khimavtomatika έχει αναπτύξει όχι μόνο την τεχνολογία, αλλά και έναν κρυογονικό θάλαμο για δοκιμές. Οι δοκιμές πραγματοποιούνται σε περιβάλλον υγρού αζώτου (αντί για οξυγόνο), με συμπιεσμένο άζωτο να αντλείται στο μπαλόνι αντί για ήλιο.
Αλλά η KB Khimavtomatika δεν σταμάτησε εκεί και πρότεινε πρόσθετη μηχανική επεξεργασία του τεμαχίου εργασίας - λείανση του μετάλλου κατά μήκος των άκρων του τεμαχίου εργασίας. Ως αποτέλεσμα, το όριο μηχανικής κατεργασίας μειώνεται στα 0,5...0,7 mm ανά πλευρά.
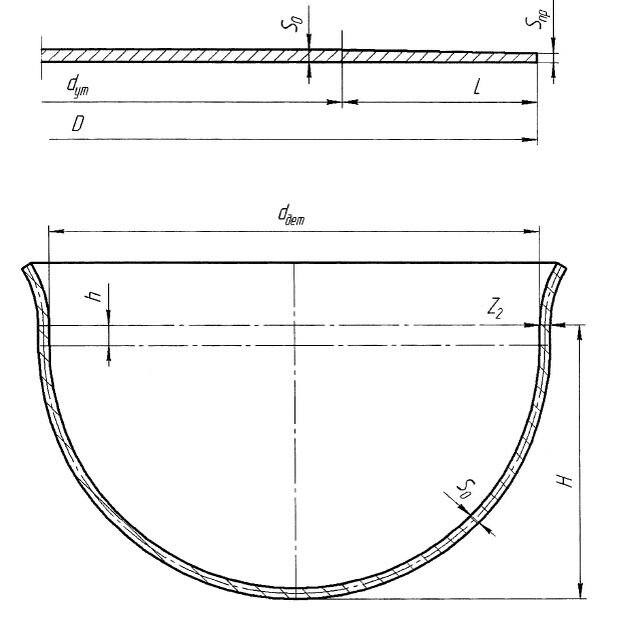
Ένα σχέδιο που εξηγεί τη χρήση ενός τεμαχίου εργασίας με τη μορφή δίσκου προφίλ με αραίωση προς τις άκρες
Για να είμαστε δίκαιοι, θα πρέπει να σημειωθεί ότι η ίδια λύση για τη χρήση ενός κωνικού τυφλού για τη σφράγιση ενός τυφλού υπό συνθήκες υπερπλαστικότητας προτάθηκε από επιστήμονες από την UGATU. Αλλά επειδή η ODK-UMPO δεν έλαβε παραγγελία για την παραγωγή μπαλονιών, αυτή η εργασία παρέμεινε μια καθαρά θεωρητική εξέλιξη, που πραγματοποιήθηκε με μεθόδους αριθμητικής μοντελοποίησης, χωρίς πρακτικές δοκιμές.
Συνοψίζοντας, μπορούμε να πούμε ότι η μάχη μεταξύ της κατασκευής προσθέτων και των τεχνολογιών επεξεργασίας υπό πίεση στην περίπτωση των μπαλονιών έχει τελειώσει με ένα ασαφές αποτέλεσμα.
Η ανάπτυξη κενών σε έναν 3D εκτυπωτή είναι μια δαπανηρή και αργή διαδικασία. Αλλά οι φούρνοι, ο εξοπλισμός σφυρηλάτησης και συμπίεσης, η ανάγκη για επαναλαμβανόμενη ανόπτηση και η ταχεία μετακίνηση των τεμαχίων εργασίας από τον κλίβανο στην πρέσα είναι επίσης μια δαπανηρή διαδικασία, τόσο από άποψη ενέργειας θέρμανσης όσο και από άποψη κόστους εξοπλισμού.
Δεν υπάρχουν σχόλια:
Δημοσίευση σχολίου